
-
Email
-
WhatsApp
-
Address
Zhengzhou, China
Zhengzhou, China
 By Hermione
By Hermione
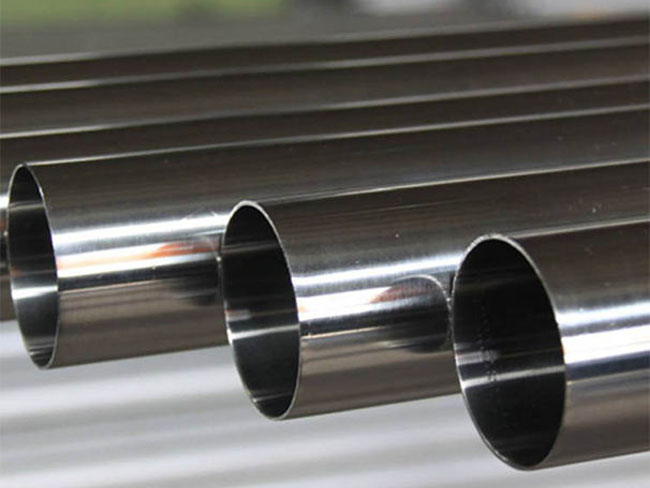
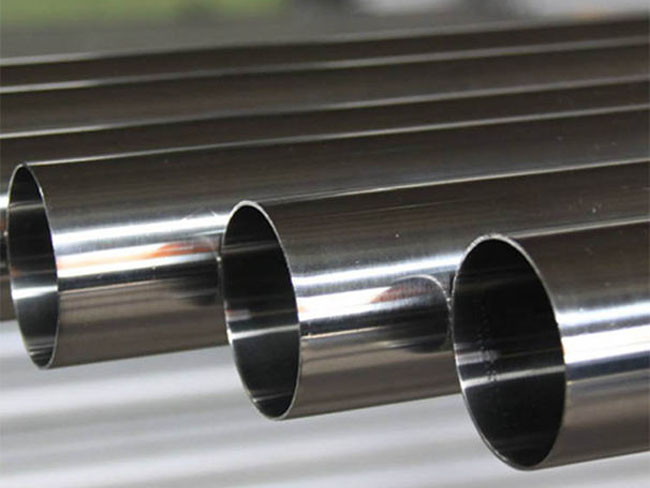
HAOMEI seamless stainless steel pipe is an important industrial pipe widely used in petrochemical, energy and power, shipbuilding, mechanical equipment, food processing, and pharmaceutical industries.
Unlike welded pipes, seamless stainless steel pipes have no weld seam throughout the entire pipe structure, which provides higher structural strength, superior pressure resistance, and better reliability. They are particularly suitable for applications involving high temperature, high pressure, and highly corrosive environments.
| Time Period | Key Development |
| Late 19th Century | Origin of seamless steel pipes |
| 1885 | The Mannesmann brothers invented the cross-roll piercing process, enabling seamless pipe production |
| 1891 | Rolling process improvements marked a new stage in seamless pipe manufacturing |
| 1903 | Swiss engineer Rieter developed the automatic pipe rolling mill, integrating continuous rolling and plug mills, forming the foundation of the modern seamless pipe industry |
| 1930s | Introduction of three-roll mills, extrusion presses, and cold rolling mills advanced manufacturing technology |
| Mid-20th Century | Stress-relief equipment and continuous casting billets improved efficiency and product competitiveness |
| 1970s | Seamless pipe production reached parity with welded pipe production. Due to high pressure resistance and reliability, seamless pipes became widely used in high-strength applications with annual demand growth exceeding 5% |
Stainless steel seamless pipes are made by piercing steel ingots or solid tube blanks to form a rough tube, which is then hot-rolled, cold-rolled, or cold-drawn. The specifications of stainless steel seamless pipes are expressed in millimeters as outer diameter * wall thickness. Hot-rolled seamless pipes generally have an outer diameter greater than 32mm and a wall thickness of 2.5-200mm. Cold-rolled seamless steel pipes can have an outer diameter down to 6mm and a wall thickness down to 0.25mm. Thin-walled pipes can have an outer diameter down to 5mm and a wall thickness less than 0.25mm. Cold rolling offers higher dimensional accuracy than hot rolling.
Based on different production methods, they are mainly divided into:
Hot-rolled seamless stainless steel pipes
Cold-rolled seamless stainless steel pipes
Cold-drawn seamless stainless steel pipes
Hot rolling is suitable for producing large-diameter, thick-walled pipes, while cold rolling or cold drawing is mainly used for producing high-precision, small-diameter pipes.
Based on the metallographic structure of stainless steel, it can be divided into:
Semi-ferritic/semi-martensitic stainless steel pipes, martensitic stainless steel pipes, austenitic stainless steel pipes, austenitic-ferritic stainless steel pipes, etc.

Typical manufacturing flow:
Round bar preparation → Heating → Hot piercing → Head cutting → Pickling → Grinding → Lubrication → Cold rolling → Degreasing → Solution heat treatment → Straightening → Pipe cutting → Pickling → Final inspection

Detailed Explanation of the Seamless Stainless Steel Pipe Manufacturing Process
1. Raw Material Preparation
The production of seamless stainless steel pipes usually begins with high-quality stainless steel round billets.
Common materials include:
304 / 304L stainless steel
316 / 316L stainless steel
321 stainless steel
347 stainless steel
Duplex stainless steel 2205
Before entering the production line, raw materials undergo rigorous testing, including sampling and analysis. The chemical composition is checked to ensure it matches the values on the quality assurance certificate. Advanced testing equipment such as metallurgical microscopes with imaging capabilities and continuous zoom stereomicroscopes are also used for inspection. Low-temperature impact tests are conducted to verify that the toughness meets national standards, ensuring the raw materials comply with production standards.
Finally, production begins based on product and process drawings provided by the technical department.
2. Heating and Piercing
The stainless steel billets are first heated in a furnace to 1100–1250°C, giving the material good plasticity.
After heating, the billets undergo high-pressure water descaling and are sent to the piercing mill (cross-roll piercing machine or Mannesmann piercing mill).
Under strong compressive forces, conical rollers rotate and push the billet forward while a mandrel pierces the center, transforming the solid billet into a hollow tube called a hollow shell.
During the piercing process, the billet must continuously rotate and move forward.
3. Rolling
The hollow tube enters a three-roll mill or continuous rolling mill, where it is rolled repeatedly with a mandrel.
This process reduces wall thickness, increases length, and gradually achieves the required outer diameter and wall thickness.
4. Sizing and Reducing
The tube then passes through sizing mills or reducing mills, which precisely control the final outer diameter, eliminate ovality, and improve dimensional accuracy.
5. Cooling and Heat Treatment
After hot rolling, the pipes are air-cooled or water-cooled.
Depending on the material grade, solution annealing may be required. For example, austenitic stainless steel is heated to 1050–1100°C and then rapidly cooled, which eliminates internal stress, stabilizes the microstructure, and improves corrosion resistance.
6. Straightening and Surface Treatment
Straightening:
During rolling or drawing processes, pipes may become slightly bent. Straightening machines are used to ensure proper straightness.
Surface treatment:
Pickling removes oxide scale and improves surface cleanliness. Further polishing can be applied if necessary.
7. Quality Inspection and Testing
Non-destructive testing: hydrostatic/pneumatic testing, eddy current/ultrasonic testing to ensure no cracks or leaks.
Final cutting, marking, and warehousing.
Cold drawing or cold rolling uses hot-rolled hollow tubes as raw materials and processes them at room temperature through powerful drawing or rolling operations.
This method is mainly used to produce small-diameter, high-precision pipes with smooth surfaces.
1. Hollow Tube Pre-treatment
End reduction to facilitate drawing through the die
Annealing at around 900°C to eliminate residual stress and restore ductility
Pickling and lubrication to remove oxide scale and reduce friction during drawing
2. Multi-Pass Cold Drawing or Cold Rolling
Cold drawing:
The tube passes through a fixed die and is pulled by a drawing machine, reducing the outer diameter and wall thickness while extending the length.
Cold rolling (Pilger mill):
A reciprocating rolling process using shaped dies, providing extremely high precision (wall thickness tolerance up to ±3%), especially suitable for thin-wall precision tubes.
Intermediate annealing is required between passes to prevent cracking caused by work hardening.
3. Finished Product Processing
Final heat treatment (solution/stress-relief annealing), straightening, pickling/polishing, non-destructive testing, length cutting, and warehousing.
| Process | Advantages | Disadvantages | Typical Size | Applications |
| Hot Rolling | High efficiency, low cost, wide wall thickness range | Lower precision, rougher surface | OD 32–630 mm, WT 2.5–75 mm | High-pressure pipelines, chemical industry, nuclear power |
| Cold Drawing / Cold Rolling | High precision, smooth surface, thin wall control | More processes, higher cost, lower efficiency | OD 6–610 mm, WT 0.5–20 mm | Precision instruments, food & pharmaceutical industries, hydraulic systems |
Chemical composition
Strict control of carbon, sulfur, and phosphorus to ensure corrosion resistance and plasticity.
Temperature control
Heating, piercing, and annealing temperatures significantly affect microstructure and performance.
Deformation control
Reduction rates must match material properties to prevent cracking or uneven microstructure.
Non-destructive testing
Full inspection throughout the process ensures no internal defects.
Surface treatment
Proper removal of oxide scale and acid residue prevents corrosion risks.
| American Standards | ASTM A312 ASTM A213 ASTM A269 |
| European Standard | EN 10216-5 |
| Chinese Standards | GB/T 14976 GB/T 13296 |
Due to their excellent performance, seamless stainless steel pipes are widely used in many industries.
Oil and Gas Industry : Used for transporting high-temperature and high-pressure oil and gas media.
Chemical Industry : Used for conveying corrosive chemical fluids.
Power Industry : Applied in boiler pipelines and heat exchanger equipment.
Shipbuilding Industry : Used in seawater cooling systems and ship piping systems.
Food and Pharmaceutical Industry : Used for sanitary fluid transportation pipelines.

 01
01
TP316 seamless stainless steel pipe offers excellent corrosion resistance and strength for chemical, marine, food, and petrochemical applications. Manufactured to ASTM A312, A213, and EN 10216-5 standards with customizable sizes and finishes.
 02
02
Duplex stainless steel pipe consists of approximately equal proportions of ferrite and austenite stainless steel phases. It combines the high strength of ferritic stainless steel with the toughness of austenitic stainless steel. Its yield strength is gene
 03
03
TP316L seamless stainless steel pipe conforms to ASTM A312, A213 and A269 standards, and has excellent corrosion resistance and low carbon welding performance, making it suitable for the chemical, shipbuilding, pharmaceutical and food industries.
 04
04
Large diameter seamless steel pipes typically refer to pipes with an outer diameter of 219 mm or larger, and in some cases up to 1020 mm. Compared with standard-size pipes, large-diameter seamless pipes are manufactured using advanced hot rolling or hot e